中车齐齐哈尔车辆有限公司 黑龙江齐齐哈尔 161002
摘要:液硫法燃烧硫磺时,需先将固态硫磺进行加热至120℃至流动性较好的液态,再使用压缩空气通过液硫雾化喷枪进行喷射雾化燃烧。但是由于固态硫磺做不到较高纯度的提纯以及提纯成本过高,因此在溶解硫磺时液态硫磺往往存在很大的酸性,对应的设备腐蚀性较大,特别是硫磺喷枪。液硫喷枪一方面经受液态硫磺的酸性腐蚀,另一方面需经受燃烧炉体内1000℃左右的烘烤,第三方面处于燃烧硫磺产生的SO2气体长期腐蚀下,三层恶劣的工况下运行。
关键词:液硫雾化喷枪;防腐蚀;焊接工艺
1 焊接结构特点
液硫雾化喷枪全部是由不锈钢件组成的组焊件,主要焊接方式为管对管、管对板焊接,采取的焊接方式全部为钨极氩弧焊。
为保证零件的焊接强度与质量,需对处于喷枪头部高温区位置的特定焊缝进行多道焊接,焊多道焊缝的焊接过程易影响局部改变材料的材质,使结构中的性能不均匀,部分材料性能会有所下降,对整体结构抗腐蚀能力产生一定影响。
另外在焊接结构中存在焊缝处,必然会出现焊接残余应力,在接触腐蚀物质时易产生应力腐蚀。焊接时焊道位置保护不好易导致渗碳贫镍贫铬。焊接后保护不好不仅影响结构的外形美观,表面被碰伤还容易造成腐蚀坑。
不管是焊前处理,焊接过程,还是焊后处理等都会对结构性能产生不同影响,因此必须选择与规范化合理的焊接工艺,以保证产品焊接质量和提高安全使用的可靠性。
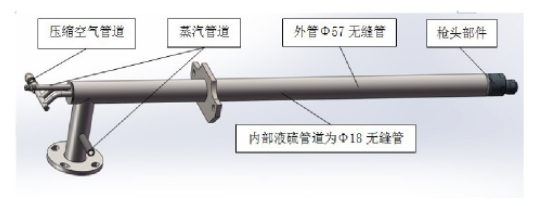
图1 液硫雾化喷枪
2 制定合理焊接工艺
2.1 材料的选择
材料对于焊接后材质的影响不仅和焊接材料有关,而且和母材也有关。
2.1.1 枪头部件
枪头部件处于硫磺高温燃烧下的高温区,硫磺连续燃烧稳定时,炉膛内的温度稳定于1200℃左右,在此温度下SO2腐蚀与焊接缺陷的腐蚀将被呈几何倍数的增大,为减少焊接缺陷的产生与增大枪头部件的抗腐蚀能力,采用低碳耐腐蚀耐热的316L耐热不锈钢。
2.1.2 外Φ57无缝管
在过去多年对产品的追踪当中发现,不锈钢焊接处的热影响区比焊缝处更易受到腐蚀,特别存在水套冷却的情况,本文分析中的液硫雾化喷枪枪身内部溶解硫磺所用的蒸汽类似于水套,外Φ57无缝管是内部溶硫磺蒸气的外包裹管。在对产品的追踪中发现,使用过程中多为外Φ57无缝管与枪头部件的焊接处与热影响区最先出现裂纹。
经过多年的使用中分析,易腐蚀的综合原因为在高温与水套的冷却过程中,在水套的厚度截面上会形成多道的温度区域,在特定的温度下,焊接过程中产生的局部焊接缺陷会得到放大,从而导致零件的失效。
因此外Φ57无缝管材料的选择十分之重要。
查资料所得,不锈钢易在450-850℃敏化温度区时在晶界上析出碳化铬,造成贫铬的晶界。为加大外表面的抗腐蚀能力,也为减少碳化铬的析出与增大抗腐蚀能力,选择316L材料。
2.1.3 其余零部件材料
均使用304不锈钢。
2.1.4 焊接材料
316L与304或316L焊接处采用316L不锈钢焊丝,304与304焊接处采用304不锈钢焊丝,单道焊缝直接采用与上述相对应材质的药芯氩弧焊丝焊接,多道焊缝处打底焊接采用与上述相对应材质的药芯氩弧焊丝,再使用实心焊丝盖面。
2.2 焊前准备
(1)把全部管板焊接,管对管焊接的焊缝处倒坡口,打磨干净毛刺,去除干净表面氧化皮。
(2)为保证材质晶粒结构不变,内部走液态硫磺的折弯管道Φ18采用冷弯制作,完成后进行着色探伤。由于目前市面上小批量能买到的不锈钢小管,大多为小厂加工,为避免材质内表面的缺陷,使用前需进行全部表面的钝化处理。
(3)枪头部件与外管Φ57无缝管焊接处机加工开坡口。
(4)按照相关图纸要求,对枪身点焊固定成型。
(5)焊接气体使用高纯度氩气。
(6)准备好湿毛巾以及相应的冷却水用于降温。
2.3 焊接过程与后处理
(1)对于多道焊的焊缝,使用氩弧焊专用药芯焊丝打底,再使用实心焊丝盖面;对于单道焊的焊缝直接使用氩弧焊专用药芯焊丝焊接成型,避免焊缝内部无氩气保护出现焊接缺陷。
(2)焊接时,注意调节电流不易过大,特别为枪头部件与外管Φ57无缝管焊接开坡口处,采用小电流多重多道焊的方式,防止造成温度急速上升,产生贫铬区晶间腐蚀。
(3)液硫雾化喷枪点焊固定成型后,对焊缝进行焊接时,每焊完一段焊缝,需立即使用冷却水对焊缝进行冷却,减少焊缝保温时长,避免出现不锈钢晶粒粗大与贫铬区,使得喷枪耐腐蚀性能降低。
(4)多层多道焊缝层间温度控制于60度以下,单道焊缝直接使用冷却水冷却至常温再进行后续的焊接,再以同样的方式进行下一道焊缝的焊接,直至全部焊缝完成。
(5)对焊接完成的液硫雾化喷枪进行着色探伤与1Mpa水压的试漏不泄露。如焊缝泄露或缺陷出现,则需对焊缝泄露处清除完所有缺陷再进行补焊,出现缺陷处补焊次数不允许超过两次。
(6)试水与探伤通过后对枪身全部表面进行钝化处理。
(7)钝化处理处理完成后对表面进行包装保护,避免表面碰伤,造成钝化层被碰伤,导致抗腐蚀能力下降。
3 总结
为避免液硫雾化喷枪的意外失效,提高我司产品的质量,综合分析上述我司硫磺炉系统部件液硫雾化喷枪的焊接工艺流程。从合理的选用焊接材料,焊前处理方式以及焊接流程注意事项等,针对液硫雾化喷枪不锈钢焊接处的焊缝及焊接热影响区易造成腐蚀的原因进行分析,进行标准化处理,有效地降低了焊接对耐腐蚀性的影响,提高了零件的使用寿命与焊接质量,降低了相关用户企业的使用成本。
经过2018年初进行焊接工艺改进与制定相应制作标准,2018年初发出的液硫雾化喷枪,在历经2018至2020年共3个榨季的使用,无1例再次出现喷枪表面出现裂纹的情况,此工艺方法同样适用于其余类似工况的类似部件,适用于其余不锈钢的耐腐蚀焊接中。
参考文献
[1](美)利波尔德(Lippold,J.C),科特茨基(Kotecki,D.J).陈剑虹,译.不锈钢焊接冶金学及焊接性[M].北京:机械工业出版社,2008.
[2] 张其枢.不锈钢焊接技术[M].北京:机械工业出版社,2010.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



