中国铁路呼和浩特局集团有限公司呼和工务段 内蒙古 呼和浩特 010000
摘要:对国内某高速铁路钢轨母材低塌不平顺大量超标的情况进行了调查,制定了人工打磨、快速打磨车、线路打磨车的综合整治方案,追踪分析表明,该方案能够快速有效处理钢轨的大量低塌不平顺超标,同时修复廓形。
关键词:钢轨母材低塌;人工打磨;快速打磨车;线路打磨车
0 引言
研究表明,钢轨顶面平直度不良这种短波不平顺幅值虽然很小,但在高速行车条件下也可能引起很大的轮轨作用力和冲击振动[1],钢轨焊接区不平顺会导致明显的轮轨冲击效应[2]。当前有砟轨道平顺性养护维修手段,主要有大机清筛、大机捣固、人工几何尺寸调整、打磨等,而高速铁路相较于普速而言,对钢轨的预打磨、预防性打磨、修理性打磨都提出了更高的要求。
1 钢轨母材低塌调查
对某高速铁路区段钢轨焊接区一侧母材平直度测量情况分布进行测量统计,结果如表1所示(以1m电子平直尺数据为统计范本)。分析可知上下行钢轨母材平直度分布趋势基本一致,测量的4008处不平顺中有1131处母材低塌大于0.2mm,占比约28.2%;630处母材低塌大于0.3mm,占比约15.7%,116处母材低塌大于0.4mm,占比约2.9%。根据《高速铁路用钢轨》(TB/T3276-2011)[3],钢轨轨端0~2m、1~3m及轨身各部位平直度均有相关规定,要求距轨端1~3m处垂直方向钢轨平直度允许偏差为0.3mm/2m,本次测量数据中,超0.3mm的有630处,占比15.7%。
表1 焊缝包方一侧钢轨顶面平直度数据
测点数量(处) | 平直度≤-0.2mm | 平直度≤-0.3mm | 平直度≤-0.4mm | |
上行 | 2010 | 555(27.6%) | 261(13%) | 45(2.2%) |
下行 | 1998 | 576(28.8%) | 369(18.5%) | 71(3.6%) |
合计 | 4008 | 1131(28.2%) | 630(15.7%) | 116(2.9%) |
2 综合整治方案
根据前期已调查的钢轨母材平直度数据,结合不同形式打磨作业特点、效率及成本因素,决定采用人工小机打磨、HSG-2 型快速打磨车打磨和 GMC-96X 钢轨打磨车打磨相结合的整治方案:第 1步通过小机打磨将 0.3 mm 以上不平顺处理至0.3 mm;第2 步利用快速打磨车将全部不平顺处理至0.1 mm 以下(打磨6 遍左右);第3 步利用传统打磨车(GMC-96B 型)修正钢轨廓形(打磨2 遍左右)。整治方案全部实施完毕后,轨面最大不平顺预期值为0.1 mm 以下。
2.1 小机人工打磨
由于个别位置母材低踏值较大,综合考虑作业效率及作业成本,决定采用人工小机处理钢轨母材低塌值在 0.25mm/1m 以上的轨面不平顺,将钢轨母材平直度控制在0.25mm/1m 及以下。小机打磨作业时保证顺坡率满足 0.1mm/1m,且打磨后打磨区域钢轨廓形与未打磨区域钢轨廓形偏差应控制在±0.2mm 以内,保证廓形过渡良好,便于后续快速打磨和 GMC-96X 打磨车作业。
2.2 第一阶段快速打磨
完成小机打磨后,采用快速打磨车处理轨面不平顺,打磨后母材轨顶面平直度控制在 0.1mm/1m 及以内。第一阶段快速打磨钢轨轨顶打磨量应不小于 0.2mm,具体打磨遍数需根据实际测量情况决定。
2.3 GMC-96X 打磨车廓形打磨
第一阶段快速打磨重点打磨钢轨顶面,以提高钢轨母材的平顺性。由于轨顶面切削量较大,快速打磨后钢轨廓形会与 60N 廓形存在较大偏差,如不进行廓形修复打磨,可能会引起动车组抖车等异常情况。采用 GMC-96X 打磨车重点打磨钢轨两侧区域,如图1 所示,在满足 60N 廓形的要求下,进一步提高钢轨廓形在横向上的对称性和在纵向上的一致性。由于 GMC-96X 打磨车只需打磨钢轨两侧,因此钢轨廓形偏差不大的区段打磨遍数可降至1遍,如果现场测得钢轨廓形偏差较大,则需打磨2遍。

图1 钢轨打磨区域示意图
3 钢轨打磨效果
3.1 钢轨母材平直度分布情况
采用抽检的方式对各个区间进行了钢轨母材平直度打磨质量验收。具体验收区段进行随机选取,包含了直线段、曲线段、隧道、桥梁。3个区间上下、行累计完成验收测量63 公里,轨端1-3m 母材低点1282 个,总抽检率约15%。打磨后总体母材平直度超限占比情况见表2。
表2 京包客专线总体抽验平直度分布占比情况
区间 | 总数 | X≤0.1mm | X≤0.15mm |
上行 | 642 | 597 | 642 |
占比 | 93.0% | 100.0% | |
下行 | 640 | 570 | 640 |
占比 | 89.0% | 100% |

图2打磨前后钢轨母材平直度
图2为所有测点打磨前后钢轨母材平直度变化情况,各区间具体母材平直度。平直度验收结果表明,各区间上行钢轨母材低踏值低于0.10mm 占比93%;下行钢轨母材低踏值低于0.10mm 占比89%,经打磨后的所有测点母材低塌值均不超过0.15mm
。由此可见,修理性打磨过后,钢轨不平顺平直度总体上满足方案要求。在抽检的约15%里程范围内,不平顺母材平直度低于0.10mm/1m 平均占比91%,所有不平顺母材平直度最终均不超过0.15mm/1m。
3.2 钢轨顶面低塌改善效果
利用连续波磨小车对观测区段钢轨打磨前后的母材平顺性进行了跟踪观测,典型区段的钢轨母材不平顺处理效果如图3所示,红色波形代表打磨前,绿色波形代表打磨后。测量结果表明,打磨前后现场钢轨100m 周期性的不平顺峰值得到了明显改善,打磨后钢轨焊缝附近位置的不平顺特征与正线钢轨母材的平顺性特征基本一致,接头周期性高低不平顺问题处理效果明显。
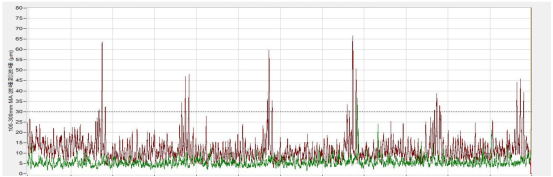
图3 下行左股K392打磨前后轨面波形
4 结论
针对大量的钢轨低塌不平顺,结合不同形式打磨作业特点、效率及成本因素,先采用人工小机打磨处理点状大值的低塌不平顺,然后使用HSG-2 型快速打磨车对钢轨顶面不平顺进行整体修复,最后使用GMC-96X钢轨打磨车修复钢轨廓形,能够快速有效处理既有高铁线路钢轨顶面低塌不平顺,并且恢复廓形。
参考文献
[1]罗林.高速铁路轨道必须具有高平顺性[J].中国铁路,2000(10):8-11+5.
[2]高建敏,翟婉明.高速铁路钢轨焊接区不平顺的动力效应及其安全限值研究[J].中国科学,2014,44(7):697-706.
[3]中华人民共和国铁道部. 高速铁路用钢轨:TB/T3276—2011[S]. 北京:中国标准出版社,2011.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



